


Most of the cold glue bonding process is performed manually. It is glued with a brush or a spray gun. After bonding, it is pressed for a short time, and then it is naturally dried and cured. The semi-automated adhesive bonding is used as an example. The process is as follows: Manually open the large folding box of the carton, put it on the conveyor belt, and send it to the sealing machine. The glue applicator will spray the glue onto the upper and lower folding pages of the box at the same time, and then the folder will press the big folding press to complete the sealing process. Before the carton is sent out, it must be pressed up and down to solidify the glue. The production capacity is 9-15 boxes/min; the automatic sealing process, from the input of the cartons to the completion, is a mechanical operation with a production capacity of 20-25 boxes/min.
2. Hot Melt Adhesives Hot Melt Adhesives are heated by a hot melt adhesive and applied to a bonded surface where they are cooled and cured. Hot melt adhesive is a moisture-free solid adhesive. It is fluid at a certain temperature, is applied to the adhered surface via an applicator, and is then pressed and heat-dissipated, and is cooled and solidified to complete the adhesion.
In the packaging operation, the hot-melt adhesives commonly used are based on ethylene-vinyl acetate copolymers and consist of low molecular weight resins and waxes.
(1) hot melt adhesive features a. Bonding speed is fast, this is the outstanding characteristic of hot melt adhesive. Adhesion is completed after cooling. Very short pressurization time results in good adhesion. The required bonding time is only 2 to 3 seconds. Among the many adhesives, it is the fastest one, and it is suitable for the sealing process of automation and high speed.
b. No solvent. Contains no water, no solvent, etc. It is completely solid. Therefore, there is no risk of poisoning or fire caused by organic solvents. It also eliminates the need for equipment, heat, and time to evaporate water and solvents.
c. High economic efficiency. Although the price per unit of weight is higher than that of other plastics, due to the complete solid content, the amount of glue used is reduced, the production efficiency is high, the equipment area is small, and the operating cost is low, so the comprehensive measurement is still economical.
d. Non-toxic. Suitable for food industry requirements.
e. Need to use a coating machine. Because the operation needs to be heated to 120-200°C, the operation must be quick, manual operation is difficult to meet the requirements, and it is easy to burn, so it is necessary to have coating equipment.
f. It is susceptible to the ambient temperature during operation. After heating the glue, it must reach a certain degree of fluidity and wettability in order to meet the requirements of glue and adhesive. Therefore, the shop temperature, glue, and temperature of the bonded surface have a direct effect on the bonding quality.
g. Poor heat resistance. Most hot-melt adhesives are above 60°C, their adhesive strength is significantly reduced, and a few heat-resistant hot-melt adhesives can only be guaranteed below 70°C. Therefore, poor heat resistance is a major drawback of hot melt adhesives.
(2) hot melt adhesive bonding process requirements a. The viscosity after melting should be appropriate. The melt viscosity is positively and negatively proportional to the heating temperature, the viscosity is low, and the fluidity is good, which is favorable for coating but increases the bonding time. If the viscosity is too high, drawing will occur and it will not be easy to apply. In actual operation, in order to take into account the requirements, a higher melting temperature is often used.
b. Control foaming, smoke and odor. Minimize foaming to avoid operational problems. Smoke and odors cannot be completely eliminated, so the workshop must be ventilated.
c. Strictly control the temperature. During the use of hot-melt adhesives, temperature is an important factor. Low temperature, poor fluidity, poor wetting, insufficient adhesion, and flaking. If the temperature is too high, the heat aging of the glue will be exacerbated and the original performance will be reduced.
d. Pressurize fully. In the bonding process, the pressurization should be uniform and sufficient, which is the main condition for ensuring the bonding quality.
e. The amount of coating should be appropriate. According to the season, bonding stability and other factors to grasp.
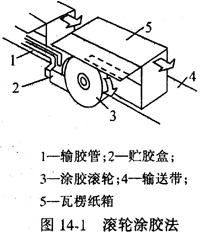
(3) commonly used hot melt adhesive coating method a. Use glue roller. As shown in FIG. 14-1, the rubber hose 1 sends the heated molten glue to the plastic storage box 2. The storage box is in close contact with the gluing roller 3, and the glue adheres thereto when the roller rotates. The conveyor belt 4 sends the corrugated carton to the glue application position, and the glued folding sheet is brought into contact with the gluing roller to apply the glue. After sealing, pressurization is applied and the adhesive is completed after cooling.
(1) Colloidal tape: The kraft paper is mostly coated with vegetable cold glue. When it is used, it is soaked with water, adhered, dried naturally, or heated and dried to complete the bonding process. Sealing materials with colloidal tape as a package, such as sealing, sealing, etc., have advantages such as dust prevention, moisture resistance, art printing, and sealing, and are used for food packaging.
(2) Adhesive tape: Also called pressure-sensitive adhesive tape, it is an adhesive coated on the substrate with rubber or resin as the main component. When it is used, it does not need to be heated or moistened with water, so long as it is pressed and pressed for a short time, a satisfactory adhesion effect can be achieved. This is the most widely used tape for packaging.
Adhesive tape and colloidal tape have the following advantages:
a. The roll supply can be used continuously, peeling is easy, the adhesive does not remain on the back of the belt, and it is also not sticky and easy to operate.
b. At room temperature, affixed to the need for adhesion, pressure can be a pressure. Do not pass water wet, add solvent and heating means.
c. Adhesive tapes are generally slowly removed and reused.
d. Different substrates can be selected to make tapes suitable for various purposes.
e. Almost any material can be bonded. Adhesion to plastics is particularly good.
Commonly used adhesive tape introduction:
(1) Kraft adhesive tape: This is the cheapest and most commonly used one. In the case of corrugated cardboard boxes, the use volume accounts for three-quarters, and the intensity is slightly poor, which is not suitable for heavy goods or long-distance transportation and packaging. Due to the sticky silicon coating on the back of the tape, it is easy to slip off when the multi-layer box is stacked.
(2) Burkina adhesive tape: The tensile strength and impact strength are good, soft and elastic, and the adhesive coating is thick, and it can also bond well to rough surfaces such as plywood. It is most suitable for the sealing of heavy goods and produced goods. The artificial fiber fabric is generally used as a base material, and the price is more expensive than the kraft paper tape.
(3) Polypropylene adhesive tape: The tensile strength is lower than that of the cloth tape, but the impact strength is similar to that of the cloth tape, and the film thickness is 40 to 60 μm, which can be selected according to the weight of the corrugated box. Under normal circumstances, when the contents of the carton are less than 20kg, the kraft paper tape shall be used, and the polypropylene tape shall be used between 20 and 30kg. When more than 30kg, the cloth tape shall be used.
Adhesive tape is easy to use and will become the main sealing material for packaging in the future. Especially when applied on automatic packaging machines, it will play a greater role in saving labor and improving economic efficiency.
Second, the heat sealing method is also called heat sealing, and is completely different from the adhesive bonding and tape bonding methods described above. The heat-sealing method requires no additional material, and only the packaging material itself is heated and melted and adhered. Therefore, the main research objects are plastic films and plastic strapping.
Commonly used heat sealing methods are as follows:
1. The plate-type heat sealing method is as shown in Fig. 14-4. The two plastic films to be sealed are laid flat on a heat-resistant rubber heat-resistant plate, and the heated heating plate is pressed against the sealing portion. The heat plate is completed after a certain time.
2. The roller-type heat-sealing method is shown in Fig. 14-5. One or two heating rollers are used to heat-seal the two plastic films to be sealed between the two rollers.


