


Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Select Language

Design basis of a sealing curve for sealing roller
Text / Fan Tianlu
The double-sealing of the metal barrel is a tight seam in which the lid and the barrel are double-hooked and laminated by five layers of sheets, as shown in Fig. 1. In order to obtain a satisfactory seam seal, there must be a sealing roller with a suitable grooved groove curve. Whether the curve is suitable or not is the most direct factor in completing the sealing, especially a roller curve.
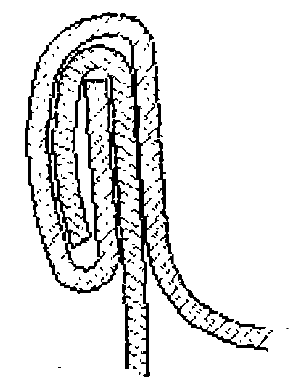
Figure 1 sectional view of the sealing structure
When rolling, the roller is subjected to radial thrust between the roller and the lid, the tangential force of the roller rolling around the circumference of the barrel, and the axial pressing force between the upper pressing head and the lower tray are three external forces, as shown in FIG. 2 . When a roller is working, under the action of radial thrust (feeding force), by means of rotation, the groove curve bends the periphery of the lid into a certain shape, so that it is in the shape of the flange flange of the barrel which is deformed by the lower tray. Hook and bend and squeeze. Then, the curled lid and the body hook are further flattened by rolling in a two-way roller curve to achieve the final shape of the curl and ensure a smooth and beautiful curl.
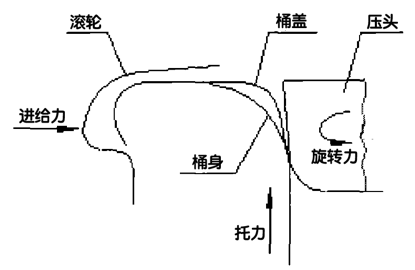
Figure 2 The force of the seal
Since there are many factors affecting the quality of the seal, the seal curve changes with the change of the seal condition. The uncertainty of the curve leads to the fact that there is still no unified standard in China, and there are no enforceable standards in foreign countries. Domestic production is only simple mapping and imitation. This paper focuses on the design of a curve, and strives to propose a reference that can be used to guide production.
First, the basic principle of a curve work
Through the computer simulation of the sealing, it can be seen from a sealing work diagram (Fig. 3) that during the winding process, the rounded lid is gradually slid toward the groove along the upper part of the curve under the action of the sealing force. At the bottom, during this sliding process, the lid is bent and rotated inward by a curved molding, and a seam is formed in a roll to complete a seam.
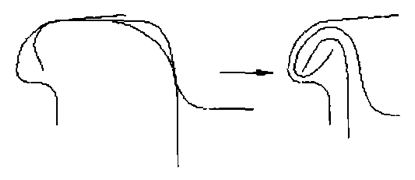
Figure 3 A sealed work diagram
Take the common barrel type as an example to see the effect of a curve from the barrel sealing process. See Figure 4. First of all, the size of the lid is from the beginning of the sealing to the completion of the winding. Although the shape has changed a lot, there are several inevitable connections in the size.
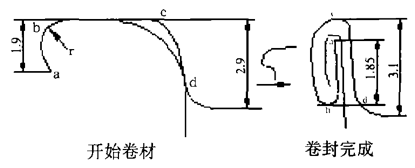
Figure 4 Bucket cover deformation
1) The ab segment is from 1.9mm to 1.85mm, and the hook portion is basically completed;
2) The cd segment is from 2.9mm to 3.1mm, and the buried part is mainly completed;
3) The bc segment is the main winding part, which is formed by a basic straight line segment - a curve - a two-way curve, from a horizontal state to a substantially vertical state.
It is not difficult to see from this process that the bc section of the lid is bent inward under the action of a curve. If the rate of bending is relatively constant, the bending force generated by the sealing on any point of the bc section of the lid is relatively unchanged or The change is small, which is advantageous for the bending of the lid. From this point of view, it can be analyzed that the main seal of a curve is the Archimedes spiral.
The mathematical expression is expressed as:
![]()
Where: ρ—polar diameter; ν—linear velocity; ω—angular velocity; θ—polar angle
Its curve equation is: ![]()
Curvature ![]()
Radius of curvature ![]()
The center of curvature is:

According to the above analysis, a prototype of a winding curve can be drawn. It consists of four parts, as shown in Figure 5.
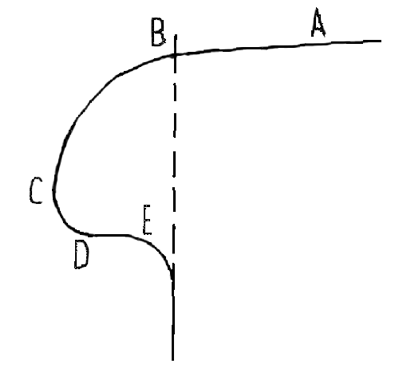
Figure 5 a winding curve
1) The AB section is the roll-sealed lead-in section, which is basically a straight line. Considering the rebound and draft angle of the winding seal, the line has an angle of 1° to 4° with the horizontal.
2) BC section, the main section of the seal, is the Archimedes spiral. The curvature of each curve is different due to the difference in the speed of the sealing, the different barrel types, the thickness of the web and the material.
3) CD segment, this section is an arc, which mainly completes the bending radius of the bottom of the body hook after bending the lid.
4) DE segment, this paragraph is the derived segment, the same as the AB segment, there is also an angle, because this is shorter, generally 1 ° ~ 2 °.
Second, a curve design idea and parameter determination
It can be seen from the foregoing that the four sections of a curve and the two straight sections are basically clear. Only the radius of the CD segment of the arc, the width and depth of the BC section of the Archimedes line need further study. The following is an example of a common barrel type with a barrel thickness of 0.21 mm.
1. Determination of the arc R1 value of the CD segment
It can be seen from the cold bending test that the minimum bending diameter of the sheet is generally 0.5 to 1.5 times the thickness of the sheet. It can be seen from the computer simulation of the sealing test that for a 0.21 mm thick piece, the minimum bending diameter is about 0.26 mm, that is, Rmin = 0.13 mm, and the outer diameter of the cover hook after the completion of the winding is 0.34 mm, as shown in Fig. 6.
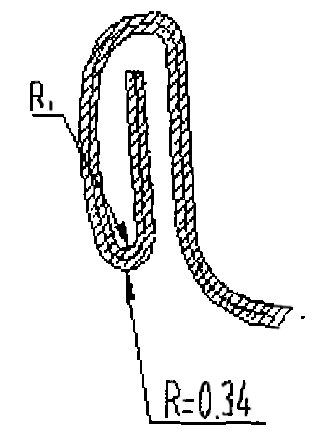
Figure 5 Covered hook after sealing
This value is the radius of the corner after the two-way curve is pressed. The corresponding fillet radius R1 of a curve should be greater than 0.34 mm.
From the principle of the winding seal, the feed of the two wheels is 0.7mm, and the rounded corner of the barrel is changed by r=1 bending. After the bending process of the one or two rollers, the final R=0.34mm. From the point of view of force, the bending force is related to the bending radius, and the smaller the bending radius, the greater the bending force. Therefore, the R should be gradually sealed in the first and second work, and the sealing force should be allocated reasonably. Considering that the two wheels have a round of bending rebound when bending, and the two wheels are finally formed, the bending force is likely to cause excessive deformation at the corners, resulting in tearing of the surface of the material. The author analyzes the existing success curve and obtains the change of the rounded corner of the barrel cover to the final forming rounded corner R. A bending should account for 70%~80%, that is, the radius of the CD arc R1 should be:
![]()
(where the material thickness takes a larger value)
2. Determination of the width of the Archimedes spiral in the BC segment
When the CD segment arc radius R1 is determined, the BC segment Archimedes spiral should be tangent to R1 to ensure smooth and continuous winding process. During the winding process, the section is covered by the rounded barrel to the finished joint, from the basic horizontal state to the basic vertical state. Except for bending and deformation with a curve and two curves, the spatial position is bent by about 90°. As can be seen from Fig. 5, the lid is slidably bent from the B point to the C point in the horizontal state, and the spatial position is changed by about 45, which provides a condition for analyzing the curve width BE.
We make a 45° right triangle that represents a curve, as shown in Figure 7. Where BE represents the width of a curve, EF represents the distance between the bottom of a curve groove and the barrel, and BF measures the length of the line on the curve of the barrel cover bc (see Figure 4). This gives BE=BF?sin45°=0.707BF.
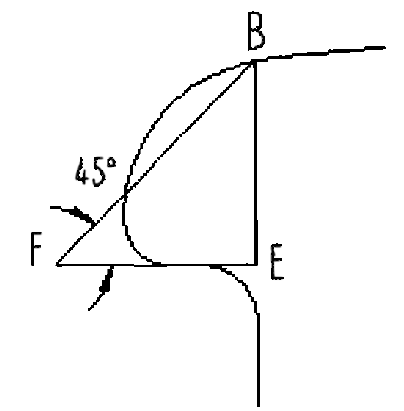
Figure 7 is a simplified schematic diagram of a winding curve
However, in the actual winding, the bc section of the lid is bent under the action of a curve, and the actual length is different from BF. Therefore, a bending correction factor K is introduced here, and the width of one curve is:
![]()
Where: H is the size of the bc section of the lid; K is the bending correction factor.
For a barrel lid of 0.2 mm to 0.22 mm thick, the correction factor K is generally about 1.85, and K is inversely proportional to the thickness of the lid material.
3. Determination of other parameters
It can be seen from the foregoing that the two ends of a curve are the lead-in and lead-out sections, which are basically composed of straight lines, and the angle is determined by the material and thickness of the barrel body, which mainly considers the draft angle and the bending rebound of the material. . Generally, the higher the yield limit of the material, the higher the elastic limit, and the larger the rebound; the larger the bending angle, the larger the rebound; the larger the ratio R/δ of the bending radius R to the material thickness, the larger the rebound; The choice of angle should consider the above conditions.
The lead-in section is usually taken from 1° to 4°, and the lead-out portion is generally 1° to 2° due to the short distance.
The depth of a groove curve is determined by the material thickness and barrel shape. The completion of the double-volume seal is formed by laminating three layers of the lid material and the two-layer barrel material. Generally, the feed of the two-wheel is about 0.7 mm during the winding process. Therefore, the groove depth of one wheel is usually It is 0.7mm deeper than the two wheels. Generally, for a piece of material having a thickness of 0.2 mm to 0.22 mm, the depth of the groove of the two rollers is about 0.7 mm, and the groove of one wheel is generally about 1.4 mm. As the thickness of the web increases and the barrel shape changes, the above dimensions increase and change.
Third, the practical application of a curve design
According to the above method, take the barrel thickness of 0.21mm as an example:
Standard barrel cover round edge size H = 4.7mm ~ 4.9mm (take smaller value). A curve width B = 0.707 × (4.7-1.85) = 2.105 mm; minimum bending fillet R1 = 0.47 mm ~ 0.54 mm (takes a smaller value); curve depth T = 1.4 mm.
After the basic parameters are determined, a curve can be drawn. However, in actual production and drawing, the calculation of the Archimedes spiral is very complicated. Usually, this curve is replaced by a tangent arc of 2 to 4 segments. The number of arc segments depends on the width of the curve, and the curve width is relatively more than the arc segment. This alternative error should ensure that the control is within the allowable range. The alternative arc radius is gradually increased from the minimum fillet R1, and its center position should also move along the trajectory of the Archimedes spiral. The method of replacing with the arc not only simplifies the sketch but also adapts to the programming of the numerical control equipment in production. This method is used in many projects.
Due to the application of computer technology, it is possible to simply draw the Archimedes spiral of different curvatures on the computer and compare the groove curve after the arc replacement, so that the error between the two can be achieved as much as possible. small. However, usually in actual production, the error control within 0.02mm can meet the needs.
Due to the change of the barrel type, the size H of the standard barrel cover also changes accordingly, usually between 4.7mm and 5.3mm, and the barrel cover roundness r also changes accordingly, usually 1mm to 1.2mm, so the larger the finished barrel diameter, the H value With a corresponding increase, the minimum fillet R1 value also increases accordingly, so the width and depth of a curve increase accordingly.
As the thickness of the web increases, the width and depth of a curve increase accordingly, and the minimum fillet R1 increases accordingly. Generally, the web is thickened by 0.03 mm, a curve depth is increased by 0.1 mm, and the width is increased by 0.2 mm.
Fourth, the conclusion
In the double-coil sealing process, the curve of the main winding part of the roller groove curve which plays a major role in it is the Archimedes spiral, and its curvature is determined by the winding rate, its width and depth and the barrel. Type is related to material properties and thickness. In order to facilitate production, the design is usually replaced by 2 to 4 arcs. The empirical formula for width design is:
B=0.707 (HK)
(H is the width of the round side of the lid and K is the bending correction factor)
The minimum fillet radius for a curve design is:
R1=(rR)×(20~30)%+R
(R is the minimum fillet of the lid after the roll seal is formed, r is the radius of the fillet of the lid)
A groove curve widens and deepens as the diameter of the finished barrel increases, and a groove curve widens and deepens as the web thickens.

August 10, 2024
December 30, 2022

December 16, 2023
December 16, 2023
Envoyer à ce fournisseur
August 10, 2024
December 30, 2022
December 16, 2023
December 16, 2023
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.